Entwodiksyon:
API 5L se yon spesifikasyon estanda ki etabli pa American Petroleum Institute (API) pou tiyo asye san soudure ak soude yo itilize nan sistèm transpò nan endistri petwòl ak gaz natirèl. Womic Steel, yon manifakti dirijan nan tiyo liy API 5L, ofri yon seri konplè pwodwi ki satisfè divès klas ak spesifikasyon. Atik sa a bay yon konparezon detaye sou konpozisyon chimik, pwopriyete mekanik, ak estanda tès pou diferan klas API 5L, tou de PSL1 ak PSL2 atravè twa kalite tiyo: ERW (Electric Resistance Welded), LSAW (Longitudinal Submerged Arc Welded), ak SMLS (Seamless).
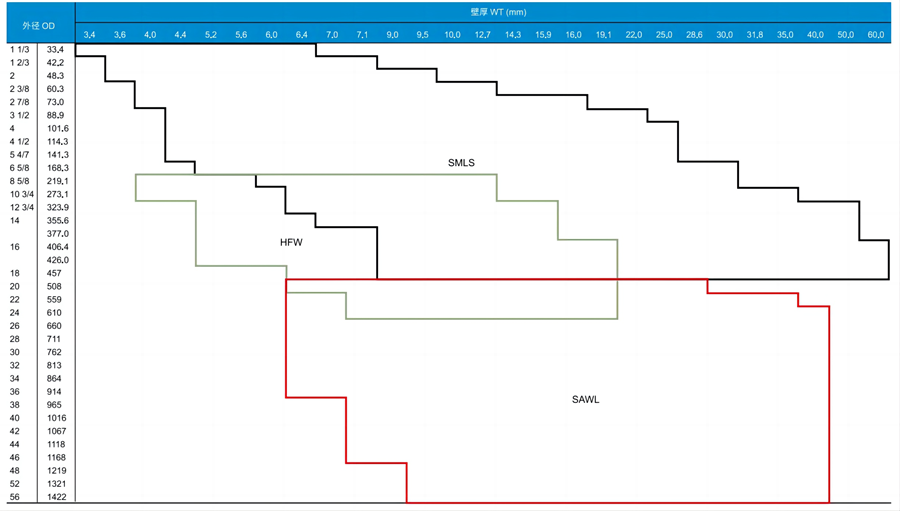
Kapasite Pwodiksyon ak Gamme:
| 制造方法 | 钢级起 | 钢级止 | 外径起 OD Minimòm mm | 外径止 | 壁厚起 | 壁厚止 | 生产能力 |
| SMLS | B | X80Q | 33.4 | 457 | 3.4 | 60 | 200000 |
| HFW | B | X80M | 219.1 | 610 | 4.0 | 19.1 | 200000 |
| SAWL | B | X100M | 508 | 1422 | 6.0 | 40 | 500000 |
Tolerans Dyamèt Eksteryè a
| 标准 | 外径范围 | 外径公差 | 椭圆度 | ||||
| 管体 | 管端 | 管体 | 管端 | ||||
| 无缝 | 焊管 | 无缝 | 焊管 | 无缝 | 焊管 | ||
| ESPESIFIKASYON API SO 3183 | D<60.3mm | +0.4mm/-0.8mm | +1.6mm/-0.4mm | ||||
| 60.3mm≤D≤168.3mm | +0.75%/-0.75% | ≤2.0% | ≤1.5% | ||||
| 168.3mm | +0.5%/-0.5% | ||||||
| 320mm | +1.6mm/-1.6mm | ||||||
| 426mm | +0.75%/-0.75% | +3.2mm/-3.2mm | |||||
| 610mm | +1.0%/-1.0% | +0.5%/-0.5% | ±2.0mm | ±1.6mm | ≤1.5% | ≤1.0% | |
| 800mm | +4mm/-4mm | ||||||
| 1000mm | +1.0%/-1.0% | +4mm/-4mm | ≤15mm | ≤1.0% | |||
| 1300mm | +1.0%/-1.0% | +4mm/-4mm | ≤15mm | ≤13mm | |||
Nòt: D se dyamèt nominal ekstèn tiyo a.
Tolerans epesè miray la
| 标准 | 外径范围 | 壁厚范围 | 壁厚公差 | 壁厚公差 |
| 无缝 | 焊管 | |||
| ESPESIFIKASYON API ISO 3183 | - | t≤4.0mm | +0.6mm/-0.5mm | +0.5mm/-0.5mm |
| - | 4.0mm | +15%/-12.5% | ||
| - | 5.0mm | +10%/-10% | ||
| - | 15.0mmst <25.0mm | +1.5mm/-1.5mm | ||
| - | 25.0mm≤t<30.0mm | +3.7mm/-3.0mm | ||
| - | 30.0mm≤t<37.0mm | +3.7mm/-10.0% | ||
| - | t≥37.0mm | +10.0%/-10.0% |
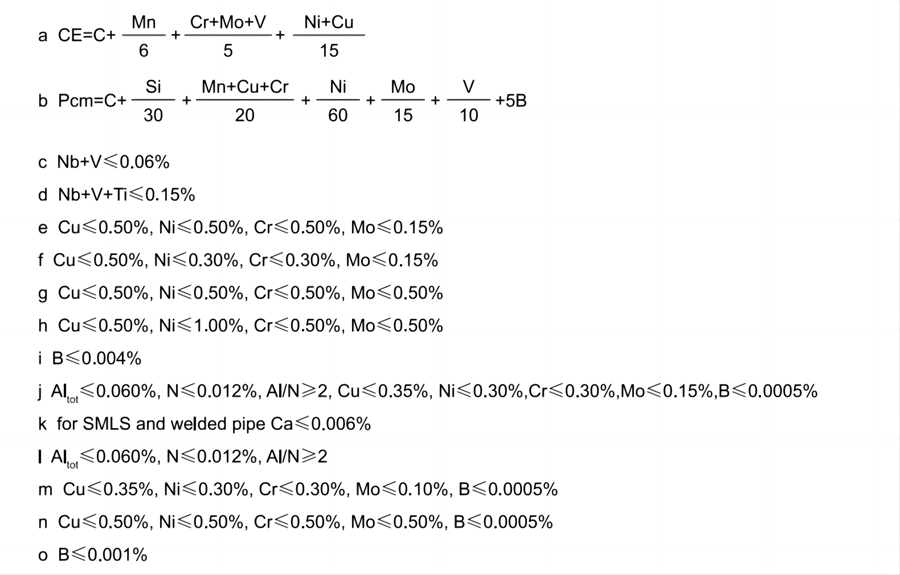
Analiz Chimik
| 标准 | 钢管种类 | 等级 | 钢级 | C | Si | Mn | P | S | V | Nb | T | CE | Pcm | 备注 |
| maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | |||||
| API SPEC 5L | 无缝管 | PSL1 | L210 oubyen A | 0.22 |
| 0.90 | 0.030 | 0.030 |
|
|
|
|
| e,o |
| L245 oubyen B | 0.28 |
| 1.20 | 0.030 | 0.030 |
|
|
|
|
| c, d, e, o | |||
| L290 oubyen X42 | 0.28 |
| 1.30 | 0.030 | 0.030 |
|
|
|
|
| de,o | |||
| L320 oubyen X46 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L360 oubyen X52 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L390 oubyen X56 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L415 oubyen X60 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L450 oubyen X65 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| de,o | |||
| L485 oubyen X70 | 0.28 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| PSL2 | L245N oubyen BN | 0.24 | 0.40 | 1.20 | 0.025 | 0.015 |
|
| 0.04 | 0.43 | 0.25 | c,f,o | ||
| L290N oubyen X42N | 0.24 | 0.40 | 1.20 | 0.025 | 0.015 | 0.06 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L320N oubyen X46N | 0.24 | 0.40 | 1.40 | 0.025 | 0.015 | 0.07 | 0.05 | 0.04 | 0.43 | 0.25 | d,f,o | |||
| L360N oubyen X52N | 0.24 | 0.45 | 1.40 | 0.025 | 0.015 | 0.10 | 0.05 | 0.04 | 0.43 | 0.25 | d,f,o | |||
| L390N oubyen X56N | 0.24 | 0.45 | 1.40 | 0.025 | 0.015 | 0.10 | 0.05 | 0.04 | 0.43 | 0.25 | d,f,o | |||
| L415N oubyen X60N | 0.24 | 0.45 | 1.40 | 0.025 | 0.015 | 0.10 | 0.05 | 0.04 | Jan yo te dakò a | d, g, o | ||||
| L245Q oubyen BQ | 0.18 | 0.45 | 1.40 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L290Q oubyen X42Q | 0.18 | 0.45 | 1.40 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L320Q oubyen X46Q | 0.18 | 0.45 | 1.40 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| 13600 oubyen ×52Q | 0.18 | 0.45 | 1.50 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L390Q oubyen X56Q | 0.18 | 0.45 | 1.50 | 0.025 | 0.015 | 0.07 | 0.05 | 0.04 | 0.43 | 0.25 | d,f,o | |||
| L415Q oubyen X60Q | 0.18 | 0.45 | 1.70 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L450Q oubyen X65Q | 0.18 | 0.45 | 1.70 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L485Q oubyen X70Q | 0.18 | 0.45 | 1.80 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L555Q oubyen X80Q | 0.18 | 0.45 | 1.90 | 0.025 | 0.015 |
|
|
| Jan yo te dakò a | h,i | ||||
| 酸性服 | L245NS oubyen BNS | 0.14 | 0.40 | 1.35 | 0.020 | 0.008 |
|
| 0.04 | 0.36 | 0.22 | c, d, j, k | ||
| L290NS oubyen X42NS | 0.14 | 0.40 | 1.35 | 0.020 | 0.008 | 0.05 | 0.05 | 0.04 | 0.36 | 0.22 | j,k | |||
| L320NS oubyen X46NS | 0.14 | 0.40 | 1.40 | 0.020 | 0.008 | 0.07 | 0.05 | 0.04 | 0.38 | 0.23 | dj,k | |||
| L360NS oubyen X52NS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.10 | 0.05 | 0.04 | 0.43 | 0.25 | d,j,k | |||
| L245QS oubyen BQS | 0.14 | 0.40 | 1.35 | 0.020 | 0.008 | 0.04 | 0.04 | 0.04 | 0.34 | 0.22 | j,k | |||
| L290QS oubyen X42QS | 0.14 | 0.40 | 1.35 | 0.020 | 0.008 | 0.04 | 0.04 | 0.04 | 0.34 | 0.22 | j,k | |||
| L320QS oubyen X46QS | 0.15 | 0.45 | 1.40 | 0.020 | 0.008 | 0.05 | 0.05 | 0.04 | 0.36 | 0.23 | j,k | |||
| L360QS oubyen X52QS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.07 | 0.05 | 0.04 | 0.39 | 0.23 | d,j,k | |||
| L390QS oubyen X56QS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.07 | 0.05 | 0.04 | 0.40 | 0.24 | d,j,k | |||
| L415QS oubyen X60QS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.08 | 0.05 | 0.04 | 0.41 | 0.25 | dj,k | |||
| L450QS oubyen X65QS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.09 | 0.05 | 0.06 | 0.42 | 0.25 | d,j,k | |||
| L485QS oubyen X70QS | 0.16 | 0.45 | 1.65 | 0.020 | 0.008 | 0.09 | 0.05 | 0.06 | 0.42 | 0.25 | d,j,k | |||
| 标准 | 钢管种类 | 等级 | 钢级 | C | Si | Mn | P | S | V | Nb | Ti | CEa | Pcm | 备注 |
| maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | |||||
| AP|SPEC 5L | 无缝管 | 海上服 | L245NO oubyen BNO | 0.14 | 0.40 | 1.35 | 0.020 | 0.010 |
|
| 0.04 | 0.36 | 0.22 | c, d, mwen, m |
| L290NO oubyen X42NO | 0.14 | 0.40 | 1.35 | 0.020 | 0.010 | 0.05 | 0.05 | 0.04 | 0.36 | 0.22 | l,m | |||
| L320NO oubyen X46NO | 0.14 | 0.40 | 1.40 | 0.020 | 0.010 | 0.07 | 0.05 | 0.04 | 0.38 | 0.23 | d,I,m | |||
| L360NO oubyen X52NO | 0.16 | 0.45 | 1.65 | 0.020 | 0.010 | 0.10 | 0.05 | 0.04 | 0.43 | 0.25 | d, Mwen | |||
| L245QO oubyen BQO | 0.14 | 0.40 | 1.35 | 0.020 | 0.010 | 0.04 | 0.04 | 0.04 | 0.34 | 0.22 | l,m | |||
| L290QO oubyen X42Q0 | 0.14 | 0.40 | 1.35 | 0.020 | 0.010 | 0.04 | 0.04 | 0.04 | 0.34 | 0.22 | l,m | |||
| L320QO oubyen X46QO | 0.15 | 0.45 | 1.40 | 0.020 | 0.010 | 0.05 | 0.05 | 0.04 | 0.36 | 0.23 | l,m | |||
| L360QO oubyen X52QO | 0.16 | 0.45 | 1.65 | 0.020 | 0.010 | 0.07 | 0.05 | 0.04 | 0.39 | 0.23 | d,I,n | |||
| L390QO oubyen X56Q0 | 0.15 | 0.45 | 1.65 | 0.020 | 0.010 | 0.07 | 0.05 | 0.04 | 0.40 | 0.24 | d,I,n | |||
| L415QO oubyen X60QO | 0.15 | 0.45 | 1.65 | 0.020 | 0.010 | 0.08 | 0.05 | 0.04 | 0.41 | 0.25 | d,I,n | |||
| L455QO oubyen X65QO | 0.15 | 0.45 | 1.65 | 0.020 | 0.010 | 0.09 | 0.05 | 0.06 | 0.42 | 0.25 | d,I,n | |||
| L485Q0 oubyen X70Q0 | 0.17 | 0.45 | 1.75 | 0.020 | 0.010 | 0.10 | 0.05 | 0.06 | 0.42 | 0.25 | d,l,n | |||
| L555QO oubyen X80QO | 0.17 | 0.45 | 1.85 | 0.020 | 0.010 | 0.10 | 0.06 | 0.06 | Jan yo te dakò a | d,I,n | ||||
| 焊管 | PSL1 | L245 oubyen B | 0.26 |
| 1.20 | 0.030 | 0.030 |
|
|
|
|
| cd,e,c | |
| L290 oubyen X42 | 0.26 |
| 1.30 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L320 oubyen X46 | 0.26 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L360 oubyen X52 | 0.26 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L390 oubyen X56 | 0.26 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L415 oubyen X60 | 0.26 |
| 1.40 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L450 oubyen X65 | 0.26 |
| 1.45 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| L485 oubyen X70 | 0.26 |
| 1.65 | 0.030 | 0.030 |
|
|
|
|
| d,e,o | |||
| PSL2 | 1245M oubyen BM | 0.22 | 0.45 | 1.20 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | ||
| L290M oubyen X42M | 0.22 | 0.45 | 1.30 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L320M oubyen X46M | 0.22 | 0.45 | 1.30 | 0.025 | 0.015 | 0.05 | 0.05 | 0.04 | 0.43 | 0.25 | f,o | |||
| L360M oubyen X52M | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d,f,o | |||
| L390M oubyen X56M | 0.22 | 0.45 | 1.40 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d,f,o | |||
| L415M oubyen X60M | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L450M oubyen X65M | 0.12 | 0.45 | 1.60 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L485M oubyen X70M | 0.12 | 0.45 | 1.70 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| L555M oubyen X80M | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 |
|
|
| 0.43 | 0.25 | d, g, o | |||
| 标准 | 钢管种类 | 等级 | 钢级 | C | Si | Mn | P | S | V | Nb | T | CEa | Pcm | 备注 |
| maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | maksimòm | |||||
| API SPEC 5L | 焊管 | 酸性服 | L245MS oubyen BMS | 0.10 | 0.40 | 1.25 | 0.020 | 0.002 | 0.04 | 0.04 | 0.04 |
| 0.19 | j,k |
| L290MS oubyen X42MS | 0.10 | 0.40 | 1.25 | 0.020 | 0.002 | 0.04 | 0.04 | 0.04 |
| 0.19 | j,k | |||
| L320MS oubyen X46MS | 0.10 | 0.45 | 1.35 | 0.020 | 0.002 | 0.05 | 0.05 | 0.04 |
| 0.20 | j,k | |||
| L360MS oubyen X52MS | 0.10 | 0.45 | 1.45 | 0.020 | 0.002 | 0.05 | 0.06 | 0.04 |
| 0.20 | j,k | |||
| L390MS oubyen X56MS | 0.10 | 0.45 | 1.45 | 0.020 | 0.002 | 0.06 | 0.08 | 0.04 |
| 0.21 | d,j,k | |||
| L415MS oubyen X60MS | 0.10 | 0.45 | 1.45 | 0.020 | 0.002 | 0.08 | 0.08 | 0.06 |
| 0.21 | d,j,k | |||
| L450MS oubyen X65MS | 0.10 | 0.45 | 1.60 | 0.020 | 0.002 | 0.10 | 0.08 | 0.06 |
| 0.22 | d,j,k | |||
| L485MS oubyen X70MS | 0.10 | 0.45 | 1.60 | 0.020 | 0.002 | 0.10 | 0.08 | 0.06 |
| 0.22 | dj,k | |||
| 海上服 | L245MO oubyen BMO | 0.12 | 0.40 | 1.25 | 0.020 | 0.010 | 0.04 | 0.04 | 0.04 |
| 0.19 | l,m | ||
| L290MO oubyen X42MO | 0.12 | 0.40 | 1.35 | 0.020 | 0.010 | 0.04 | 0.04 | 0.04 |
| 0.19 | l,m | |||
| L320MO oubyen X46MO | 0.12 | 0.45 | 1.35 | 0.020 | 0.010 | 0.05 | 0.05 | 0.04 |
| 0.20 | Mwen menm | |||
| L360MO oubyen X52MO | 0.12 | 0.45 | 1.65 | 0.020 | 0.010 | 0.05 | 0.05 | 0.04 |
| 0.20 | d,I,n | |||
| L390MO oubyen X56MO | 0.12 | 0.45 | 1.65 | 0.020 | 0.010 | 0.06 | 0.08 | 0.04 |
| 0.21 | d,l,n | |||
| L415MO oubyen X60MO | 0.12 | 0.45 | 1.65 | 0.020 | 0.010 | 0.08 | 0.08 | 0.06 |
| 0.21 | d,I,n | |||
| L450MO oubyen X65MO | 0.12 | 0.45 | 1.65 | 0.020 | 0.010 | 0.10 | 0.08 | 0.06 |
| 0.222 | d,I,n | |||
| L485MO oubyen X70MO | 0.12 | 0.45 | 1.75 | 0.020 | 0.010 | 0.10 | 0.08 | 0.06 |
| 0.22 | d,l,n | |||
| L555MO oubyen X80MO | 0.12 | 0.45 | 1.85 | 0.020 | 0.010 | 0.10 | 0.08 | 0.06 |
| 0.24 | d,I,n |
| 标准 | 等级 | 钢级 |
| 屈服强度 | 抗拉强度 | 延伸率 | 屈强比 | 焊缝抗拉强度 |
| API SPEC 5L | PSL1 | L210 oubyen A | Minimòm | 210 | 335 | a |
| 335 |
| L245 oubyen B | Minimòm | 245 | 415 | a |
| 415 | ||
| L290 oubyen X42 | Minimòm | 290 | 415 | a |
| 415 | ||
| L320 oubyen X46 | Minimòm | 320 | 435 | a |
| 435 | ||
| L360 oubyen X52 | Minimòm | 360 | 460 | a |
| 460 | ||
| L390 oubyen X56 | Minimòm | 390 | 490 | a |
| 490 | ||
| L415 oubyen X60 | Minimòm | 415 | 520 | a |
| 520 | ||
| L450 oubyen X65 | Minimòm | 450 | 535 | a |
| 535 | ||
| L485 oubyen X70 | Minimòm | 485 | 570 | a |
| 570 | ||
| PSL2 | L245N oubyen BN | Minimòm | 245 | 415 | a |
| 415 | |
| Maksimòm | 450 | 655 |
| 0.93 |
| |||
| L290N oubyen X42N | Minimòm | 290 | 415 | a |
| 415 | ||
| Maksimòm | 495 | 655 |
| 0.93 |
| |||
| L320N oubyen X46N | Minimòm | 320 | 435 | a |
| 435 | ||
| Maksimòm | 525 | 655 |
| 0.93 |
| |||
| L360N oubyen X52N | Minimòm | 360 | 460 | a |
| 460 | ||
| Maksimòm | 530 | 760 |
| 0.93 |
| |||
| L390N oubyen X56N | Minimòm | 390 | 490 | a |
| 490 | ||
| Maksimòm | 545 | 760 |
| 0.93 |
| |||
| L415N oubyen X60N | Minimòm | 415 | 520 | a |
| 520 | ||
| Maksimòm | 565 | 760 |
| 0.93 |
| |||
| L450Q oubyen X65Q | Minimòm | 450 | 535 | a |
| 535 | ||
| Maksimòm | 600 | 760 |
| 0.93 |
| |||
| L485Q oubyen X70Q | Minimòm | 485 | 570 | a |
| 570 | ||
| Maksimòm | 635 | 760 |
| 0.93 |
| |||
| L555Q oubyen X80Q | Minimòm | 555 | 625 | a |
| 625 | ||
| Maksimòm | 705 | 825 |
| 0.93 |
| |||
| L625M oubyen X90M | Minimòm | 625 | 695 | a |
| 695 | ||
| Maksimòm | 775 | 915 |
| 0.95 |
| |||
| L690M oubyen X100M | Minimòm | 690 | 760 | a |
| 760 | ||
| Maksimòm | 840 | 990 |
| 0.97 |
| |||
| L830M oubyen X120M | Minimòm | 830 | 915 | a |
| 915 | ||
| Maksimòm | 1050 | 1145 |
| 0.99 |
| 标准 | 等级 | 钢级 |
| 屈服强度 | 抗拉强度 | 延伸率 | 屈强比 | 焊缝抗拉强度 |
| API SPEC 5L | 酸性服 | L245NS oubyen BNS | Minimòm | 245 | 415 | a |
| 415 |
| Maksimòm | 450 | 655 |
| 0.93 |
| |||
| L290NS oubyen X42NS | Minimòm | 290 | 415 | a |
| 415 | ||
| Maksimòm | 495 | 655 |
| 0.93 |
| |||
| L320NS oubyen X46NS | Minimòm | 320 | 435 | a |
| 435 | ||
| Maksimòm | 525 | 655 |
| 0.93 |
| |||
| L360NS oubyen X52NS | Minimòm | 360 | 460 | a |
| 460 | ||
| Maksimòm | 530 | 760 |
| 0.93 |
| |||
| L390QS oubyen X56QS | Minimòm | 390 | 490 | a |
| 490 | ||
| Maksimòm | 545 | 760 |
| 0.93 |
| |||
| L415QS oubyen X60QS | Minimòm | 415 | 520 | a |
| 520 | ||
| Maksimòm | 565 | 760 |
| 0.93 |
| |||
| L450QS oubyen X65QS | Minimòm | 450 | 535 | a |
| 535 | ||
| Maksimòm | 600 | 760 |
| 0.93 |
| |||
| L485QS oubyen X70QS | Minimòm | 485 | 570 | a |
| 570 | ||
| Maksimòm | 635 | 760 |
| 0.93 |
| |||
| 海上服 | L245NO oubyen BNO | Minimòm | 245 | 415 | a | - | 415 | |
| Maksimòm | 450 | 655 |
| 0.93 |
| |||
| L290NO oubyen X42NO | Minimòm | 290 | 415 | a |
| 415 | ||
| Maksimòm | 495 | 655 |
| 0.93 |
| |||
| L320NO oubyen X46NO | Minimòm | 320 | 435 | a |
| 435 | ||
| Maksimòm | 520 | 655 |
| 0.93 |
| |||
| L360NO oubyen X52NO | Minimòm | 360 | 460 | a |
| 460 | ||
| Maksimòm | 525 | 760 |
| 0.93 |
| |||
| L390QO oubyen X56QO | Minimòm | 390 | 490 | a |
| 490 | ||
| Maksimòm | 540 | 760 |
| 0.93 |
| |||
| L415QO oubyen X60QO | Minimòm | 415 | 520 | a | - | 520 | ||
| Maksimòm | 565 | 760 |
| 0.93 |
| |||
| L450QO oubyen X65QO | Minimòm | 450 | 535 | a | - | 535 | ||
| Maksimòm | 570 | 760 |
| 0.93 |
| |||
| L485Q0 oubyen X70Q0 | Minimòm | 485 | 570 | a |
| 570 | ||
| Maksimòm | 605 | 760 |
| 0.93 |
| |||
| L555QO oubyen X80QO | Minimòm | 555 | 625 | a |
| 625 | ||
| Maksimòm | 675 | 825 |
| 0.93 |
Nòt: a: Elongasyon minimòm lan lè l sèvi avèk ekwasyon sa a: A1=1940*A0.2/U0.9
| 钢级 | 管体最小横向冲击功(1(2)(3) | 焊缝最小横向冲击功(1(2(3) | |||||
| D≤508 | 508mm | 762mm | 914mm | 1219mm | D<1422mm | D=1422mm | |
| ≤L415 oubyen X60 | 27(20) | 27(20) | 40(30) | 40(30) | 40(30) | 27(20) | 40(30) |
| >L415 oubyen X60 | 27(20) | 27(20) | 40(30) | 40(30) | 54(40) | 27(20) | 40(30) |
| >L450 oubyen X65 | 27(20) | 27(20) | 40(30) | 40(30) | 54(40) | 27(20) | 40(30) |
| >L485 oubyen X70 | 40(30) | 40(30) | 40(30) | 40(30) | 54(40) | 27(20) | 40(30) |
Nòt: (1) Valè ki nan tablo a dwe apwopriye pou echantiyon estanda gwosè konplè a.
(2) Valè ki andedan parantèz la se valè minimòm pou yon sèl moun, valè ki deyò parantèz la se valè mwayèn nan.
(3) Tanperati tès la: 0°C.
Nòm Tès yo:
Tiyo API 5L ki fabrike pa Womic Steel sibi tès rigoureux pou asire yo satisfè pi wo estanda kalite yo. Estanda tès yo enkli:
Analiz Chimik:
Yo analize konpozisyon chimik asye a pou verifye si li satisfè egzijans spesifikasyon API 5L la.
Yo fè analiz chimik la lè l sèvi avèk yon espektromèt lekti dirèk pou detèmine avèk presizyon konpozisyon eleman asye a.
Tès Mekanik:
Yo teste pwopriyete mekanik tankou fòs sede, fòs tansyon, ak elongasyon pou asire yo satisfè egzijans espesifye yo.
Yo fè tès mekanik yo avèk yon machin tès tansyon 60 tòn pou mezire rezistans ak duktilité asye a.
Tès idrostatik:
Yo fè tès idrostatik pou verifye entegrite tiyo a epi pou asire li ka reziste presyon egzijans aplikasyon li gen entansyon an.
Tiyo yo plen ak dlo epi yo sibi presyon, avèk dire tès la ak nivo presyon yo espesifye nan nòm API 5L yo.
Tès ki pa destriktif (NDT):
Metòd NDT tankou tès ultrasons (UT) ak tès patikil mayetik (MT) yo itilize pou detekte nenpòt domaj oswa diskontinwite nan tiyo a.
UT itilize pou idantifye domaj entèn, alòske MT itilize pou detekte domaj sifas.
Tès enpak:
Yo fè tès enpak pou evalye rezistans asye a nan tanperati ki ba.
Tès enpak Charpy a souvan itilize pou mezire enèji enpak asye a absòbe.
Tès dite:
Yo fè tès dite pou evalye dite asye a, sa ki ka endike fòs li ak konvnablite li pou aplikasyon espesifik.
Tès dite Rockwell la souvan itilize pou mezire dite asye a.
Egzamen mikwoestrikti:
Yo fè yon egzamen mikwoestrikti pou evalye estrikti grenn asye a ak kalite jeneral li.
Yo itilize yon mikwoskòp metaliji pou egzamine mikwoestrikti asye a epi idantifye nenpòt anomali.
Lè Womic Steel respekte estanda tès rijid sa yo, li asire ke tiyo API 5L li yo satisfè pi wo kondisyon kalite yo epi bay pèfòmans serye nan divès aplikasyon endistriyèl.
Pwosesis Pwodiksyon:
1. Tiyo asye san pwoblèm:
- Seleksyon matyè premyè: Yo chwazi billet asye wonn kalite siperyè pou pwodiksyon tiyo asye san pwoblèm.
- Chofaj ak Pèse: Yo chofe billet yo nan yon tanperati ki wo epi answit yo pèse yo pou kreye yon kokiy kre.
- Woule ak Dimensionnement: Apre sa, yo woule epi lonje kokiy ki pèse a nan dyamèt ak epesè yo vle a.
- Tretman Chalè: Tiyo yo sibi pwosesis tretman chalè tankou rekwi oswa normalizasyon pou amelyore pwopriyete mekanik yo.
- Fini: Tiyo yo sibi pwosesis fini tankou redresman, koupe ak enspeksyon.
- Tès: Tiyo yo sibi plizyè tès, tankou tès idrostatik, tès iltrason, ak tès kouran remolin, pou asire kalite yo.
- Tretman Sifas: Tiyo yo ka kouvri oswa trete pou anpeche korozyon epi amelyore aparans yo.
- Anbalaj ak Livrezon: Tiyo yo byen pake epi voye bay kliyan yo.
2. Tiyo asye LSAW (soude ak arc plonje longitudinal):
- Preparasyon Plak: Plak asye kalite siperyè yo prepare pou pwodiksyon tiyo LSAW.
- Fòmasyon: Yo fòme plak yo nan yon fòm "U" lè l sèvi avèk yon machin pre-pliye.
- Soudi: Plak ki gen fòm "U" yo soude ansanm lè l sèvi avèk pwosesis soudi ak arc submergé a.
- Ekspansyon: Yo elaji kouti soude a rive nan dyamèt yo vle a lè l sèvi avèk yon machin ekspansyon entèn oswa ekstèn.
- Enspeksyon: Tiyo yo sibi enspeksyon pou domaj ak presizyon dimansyon.
- Tès ultrason: Tiyo yo sibi tès ultrason pou detekte nenpòt domaj entèn.
- Bizote: Bout tiyo yo bizote pou soude.
- Kouvèti ak Make: Tiyo yo ka kouvri epi make selon egzijans kliyan an.
- Anbalaj ak Livrezon: Tiyo yo anbale epi voye bay kliyan yo.
3. Tiyo asye HFW (soude wo frekans):
- Preparasyon Bobin: Bobin asye yo prepare pou pwodiksyon tiyo HFW.
- Fòmasyon ak Soudi: Yo fòme bobin yo nan yon fòm silendrik epi answit yo soude yo lè l sèvi avèk soudi wo frekans.
- Chofaj Koud Soude: Yo chofe koud soude a nan tanperati soude a lè l sèvi avèk chofaj endiksyon wo frekans.
- Dimensionnement: Yo mezire tiyo soude a selon dyamèt ak epesè ki nesesè yo.
- Koupe ak Bizote: Yo koupe tiyo a nan longè yo vle a epi yo bizote pwent yo pou soude.
- Enspeksyon: Tiyo yo sibi enspeksyon pou domaj ak presizyon dimansyon.
- Tès idrostatik: Yo teste tiyo yo pou wè si yo gen fòs ak si gen flit lè l sèvi avèk tès idrostatik.
- Kouvèti ak Make: Tiyo yo kouvri epi make selon egzijans kliyan yo.
- Anbalaj ak Livrezon: Tiyo yo anbale epi voye bay kliyan yo.
Pwosesis pwodiksyon detaye sa yo asire bon jan kalite ak fyab tiyo asye san pwoblèm, LSAW, ak HFW ke Womic Steel fabrike, pou satisfè egzijans strik divès endistri yo.
Tretman Sifas:
Tretman sifas asye tiyo enpòtan anpil pou amelyore rezistans korozyon ak dire lavi sèvis li. Womic Steel itilize plizyè metòd tretman sifas selon diferan bezwen kliyan yo, tankou:
1. Galvanizasyon cho: Yo plonje tiyo asye a nan zenk fonn pou fòme yon kouch pwoteksyon alyaj zenk-fè, sa ki amelyore rezistans li nan korozyon. Galvanizasyon cho a apwopriye pou tiyo konvansyonèl ak tiyo ki anba presyon.
2. Kouch anti-korozyon: Kouch anti-korozyon komen yo enkli kouch epoksi, kouch polietilèn, ak kouch poliuretàn. Kouch sa yo efektivman anpeche oksidasyon ak korozyon sou sifas tiyo asye a, sa ki pwolonje lavi sèvis li.
3. Sablaj: Yo itilize sablaj abrazif gwo vitès pou netwaye tiyo asye a, retire rouye ak enpurte sou sifas la, epi bay yon bon fondasyon pou tretman kouch ki vin apre yo.
4. Tretman kouch: Sifas tiyo asye a ka kouvri ak penti anti-korozyon, penti asfalt, ak lòt kouch pou amelyore rezistans korozyon li, apwopriye pou tiyo anba tè ak tiyo nan anviwònman maren.
Metòd tretman sifas sa yo efektivman pwoteje asye tiyo kont korozyon ak domaj, sa ki asire fyab ak rezistans li nan divès anviwònman difisil.
Anbalaj ak Transpò:
Womic Steel asire anbalaj an sekirite ak transpò serye asye pou tiyo yo, li ofri opsyon fleksib pou satisfè divès bezwen kliyan yo:
1. Kago an gwo: Pou gwo kòmand, asye pou tiyo yo ka anbake an gwo lè l sèvi avèk transpòtè espesyalize an gwo. Asye a chaje dirèkteman nan kal bato a san anbalaj, sa ki apwopriye pou transpò gwo kantite a yon pri abòdab.
2. LCL (Less than Container Load - Mwens pase yon chaj kontenè): Pou kòmand ki pi piti, yo ka anbake asye pou tiyo kòm kago LCL, kote yo konsolide plizyè kòmand ki pi piti nan yon sèl kontenè. Metòd sa a pi ekonomik pou kantite ki pi piti epi li ofri orè livrezon ki pi fleksib.
3. FCL (Full Container Load): Kliyan yo ka chwazi livrezon FCL, kote yo dedye yon kontenè konplè pou kòmand yo a. Metòd sa a pèmèt tan transpò pi rapid epi li diminye risk domaj pandan manyen.
4. Transpò ayeryen: Pou kòmand ijan, transpò ayeryen disponib pou livrezon rapid. Malgre li pi chè pase transpò maritim, transpò ayeryen ofri transpò rapid ak fyab pou chajman ki ijan.
Womic Steel asire ke tout chajman yo byen anbale pou anpeche domaj pandan transpò. Anjeneral, yo vlope asye a nan materyèl pwoteksyon epi yo byen sere l nan kontenè oswa sou palèt pou asire estabilite pandan transpò. Anplis de sa, konpayi an travay kole kole ak patnè anbake ki gen bon repitasyon pou asire livrezon alè ak yon jesyon lojistik efikas.
Senaryo Aplikasyon:
Tiyo API 5L Womic Steel pwodui yo lajman itilize nan endistri petwòl ak gaz natirèl pou transpò lwil, gaz ak lòt likid. Yo itilize yo tou nan plizyè lòt endistri tankou pwosesis chimik, pwodiksyon elektrisite ak konstriksyon.
Konklizyon:
Womic Steel se yon manifakti tiyo API 5L ou ka fè konfyans, li ofri pwodwi kalite siperyè ki satisfè egzijans strik endistri petwòl ak gaz natirèl yo. Avèk yon konsantrasyon sou kalite, fyab, ak satisfaksyon kliyan, Womic Steel kontinye rete yon chwa prefere pou kliyan atravè lemond.
Lè pòs la: 22 Mas 2024